
In a previous article, we explained exactly what you should see on a proper ISO 6789 compliant calibration certificate. In this blog post, we examine a non-compliant torque wrench calibration certificate, and learn the potential consequences of failing to maintain proper compliance.
Recently, we came across a real-world non-compliant torque wrench calibration certificate issued by a laboratory and were genuinely surprised by the number of technical errors throughout the document. The issues were not subtle. They were structural.
For that reason, we decided to analyse it in detail to help prevent unnecessary risk and expense for others in the future.
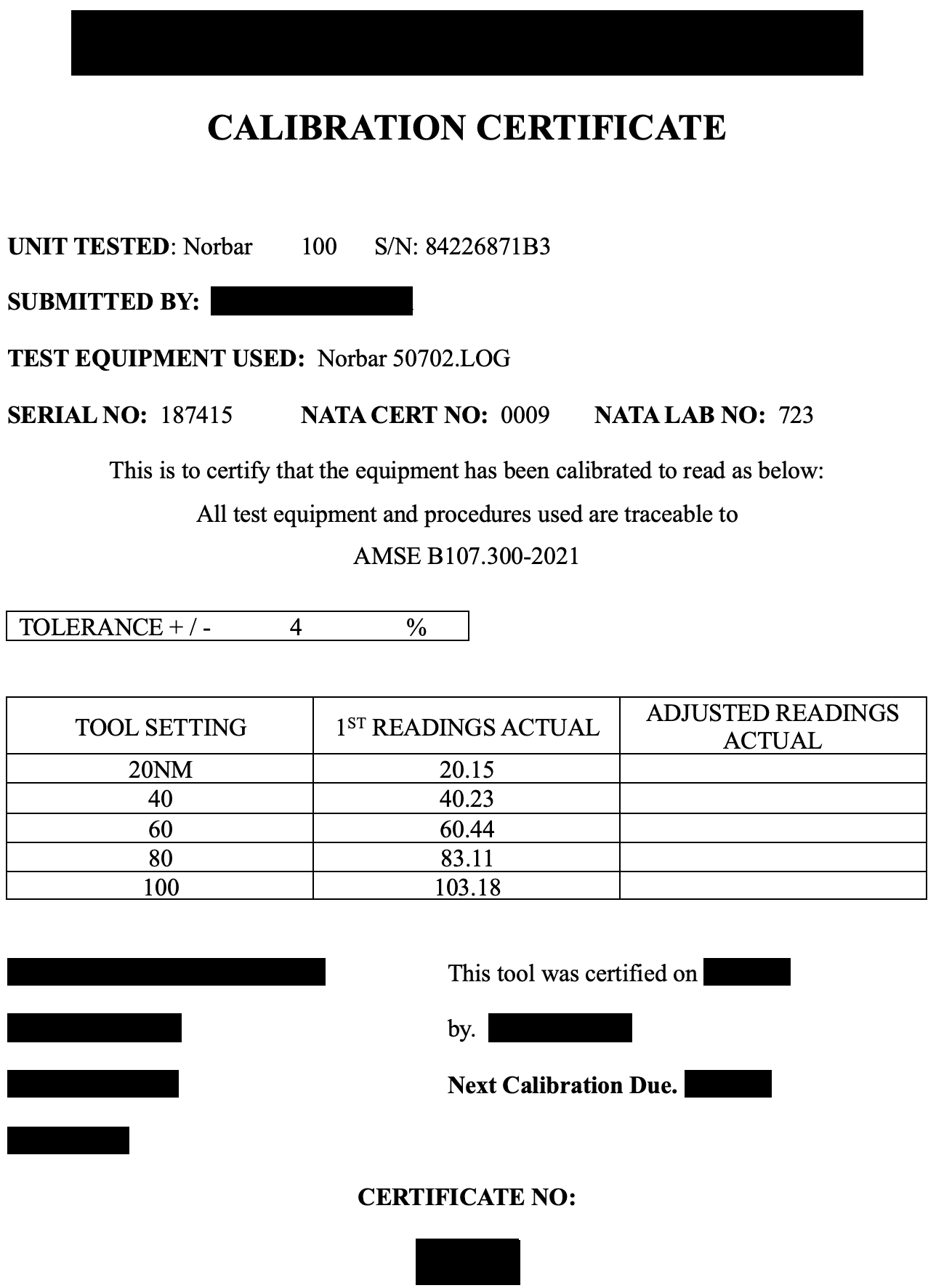
We have faithfully reproduced the certificate for review. However, we have removed all identifying details for legal reasons. The customer and the issuing laboratory have been de-identified. The technical content remains exactly as presented.
When a calibration certificate contains fundamental flaws, it does more than create paperwork problems. It creates exposure. And that is where the real risk begins.
ASME Is Not a Calibration Standard
The certificate references ASME B107.300.
ASME B107.300 defines manufacturing performance requirements for torque tools. It tells manufacturers how tools should perform when produced.
It does not define calibration methodology.
ISO 6789 defines calibration methodology.
Therefore, when a certificate references ASME instead of ISO 6789 for calibration, it does not demonstrate compliance with recognised international calibration practice. Manufacturing compliance and calibration compliance are not the same thing. If a laboratory performs calibration work, it must reference a calibration standard.
No Environmental Conditions Stated
The certificate does not record the environmental conditions under which the testing was performed.
ISO 6789 requires calibration to take place under controlled and documented conditions because temperature can influence torque measurement results. Without a recorded ambient temperature and humidity, there is no evidence that the tool stabilised properly before testing or that the results reflect valid measurement conditions.
In a controlled laboratory environment this should be routine information. When it is absent, traceability becomes weaker and the defensibility of the results diminishes accordingly.
The Tolerance Used Is Incorrect
A simple public search of the manufacturer’s published specification for a Norbar “100” torque wrench shows that the tool carries a ±3% clockwise accuracy rating.
However, the certificate lists a tolerance of ±4%.
That change alters the outcome.
At 100 Nm, the certificate reports a result of 103.18 Nm. That represents an error of +3.18%.
Under the correct ±3% manufacturer tolerance, that tool fails.
It only appears acceptable because the certificate applies a looser ±4% tolerance. In effect, the document changes the rules and then declares compliance under those revised rules.
Calibration must verify performance against the correct manufacturer specification. Anything else introduces risk.
One Reading Per Point Is Not Calibration
ISO 6789 requires multiple applications at each test point. Those repetitions demonstrate repeatability and stability.
This certificate shows a single reading at each torque value.
One click proves that the wrench moved once. It does not prove that it performs consistently. It does not demonstrate repeatability. And it most certainly does not meet ISO 6789 calibration requirements.
At best, this resembles a basic verification record. Even then, it lacks the structure required for a documented conformance check.
Calling this a calibration stretches the term beyond its proper meaning.
No Measurement Uncertainty
The document does not state expanded uncertainty. It does not declare a coverage factor. It does not define a confidence level.
Modern calibration requires uncertainty evaluation. Without uncertainty, you cannot quantify the reliability of the result. Furthermore, you cannot defend the conformity decision during audit or investigation.
Numbers without uncertainty are incomplete.
Use of NATA References Without Clear Accreditation
The certificate lists a NATA Certificate Number and a NATA Laboratory Number.
Many laboratories use this approach to create the impression that the service provided is NATA accredited.
However, unless the specific torque calibration service falls within the laboratory’s accredited scope and the certificate carries the appropriate endorsement, the presence of NATA references can mislead customers.
NATA provides clear guidance on this issue. Laboratories must not imply accreditation where it does not apply. If the torque calibration is not covered under an active NATA accreditation scope, the word NATA should not appear on the certificate in a way that suggests endorsement.
Customers often assume that any mention of NATA means the calibration is accredited. That assumption can be incorrect. During an audit, the distinction becomes critical.
No Explicit ISO 6789 Reference
The document does not state calibration performed in accordance with ISO 6789-2.
It does not define the procedure used.
It does not describe the conformity assessment method.
Therefore, it cannot reasonably claim ISO 6789 calibration compliance.
Appearance does not equal compliance.
No Clear Pass or Fail Statement
The certificate does not clearly state whether the tool passes or fails.
It lists readings. It lists a tolerance. However, it does not provide an explicit statement of conformity such as “Complies with specification” or “Does not comply with specification.”
That forces the customer to interpret the data themselves.
A proper calibration certificate should remove ambiguity. It should clearly state the conformity outcome and define how that decision was reached. Without a clear pass or fail declaration, the document becomes open to interpretation. During an audit or investigation, ambiguity does not protect you.
If a tool fails, the certificate must say so. If it passes, the certificate must state that clearly and reference the applicable specification. Anything less creates uncertainty where certainty is required.
This Is Not Calibration
Let’s be honest.
This document does not meet ISO 6789 calibration requirements.
It does not meet structured conformance check requirements.
It barely qualifies as a simple verification.
If your quality system states that torque tools must be calibrated to ISO 6789, this certificate does not satisfy that requirement.
That gap creates exposure.
The Consequences Are Significant
First, an auditor can issue a non-conformance.
If that occurs, you may need to withdraw tools from service, re-calibrate affected equipment, review completed work, and potentially rework assemblies.
In a workshop with multiple torque tools, those costs escalate quickly.
Second, if a bolted joint fails and investigators examine your calibration records, they will question the tolerance, the methodology, the lack of uncertainty, and the absence of ISO 6789 reference.
At that point, you do not want to explain why the certificate only appeared compliant.
The safest approach is simple.
Do it correctly the first time.
Use a provider who calibrates explicitly to ISO 6789, applies the correct manufacturer tolerance, reports multiple readings per point, declares uncertainty, and provides clear conformity statements.
A calibration certificate should reduce risk. If it cannot withstand scrutiny, it increases it.
Doing it right the first time is always the safer and more economical option.
Contact us to discuss your calibration requirements today.